
“高铁列车车头不是我们生产的,但是生产高铁列车车头的的挤压机的核心部件是我们生产的。” 上海电气上重铸锻有限公司(以下简称“上重铸锻”)副总经理、教授级高级工程师凌进告诉记者。

上重铸锻是一个2015年底注册的新企业,然而,它的前身历史却很厚重,我国重型装备工业里程碑式的第一台万吨水压机(以下简称“万吨水压机”)就诞生这里,在初中物理课本中“液体的压强”中有关章节就有讲述,给我国亿万中学生理解“压强”留下深刻印象,它的主要作用是锻打大型锻件。
大型铸锻件是一个国家重大技术装备和重大工程建设所必需的关键基础部件,其制造能力和水平直接决定着一个国家装备工业的制造能力和整体水平。
上重铸锻是我国著名的大型铸锻件制造基地,它承担着火力发电设备、制粉设备、冶金轧钢机械、锻压设备,船用曲轴、核电主设备等大型铸锻件等关键产品和技术研究的重任,不断为中国电站、冶金、锻压、航海等行业的需求填补空白,提供了优质的重型装备的大型铸锻件,创造了一项又一项的“中国第一”和“世界第一”。
凌进说,他大学毕业后到上海重型机械厂(以下简称“上重厂”),亲历上重厂30多年的发展与变化,目睹了万吨水压机的大修和新的油压机的上马,见证了上重厂到上重铸锻的重大变化,也见证了中国重型装备行业的发展、挫折、新生和辉煌。
辉煌荣光
上重铸锻是上重厂重组后的重要载体之一。上重厂在重工业界赫赫有名,其国内重工设备市场主要竞争对手有:中国第一重型机械集团有限公司、中国第二重型机械集团有限公司、大连重工起重集团有限公司、北方重工集团有限公司、太原重型机械集团有限公司、中信重型机械公司等。上重厂是重型机械领先企业。
而上海重型机器厂的前身是始建于1934年的大鑫钢铁厂,1958年在上海闵行黄浦江北岸建立新厂,1962年3月启用“上海重型机器厂”厂名。

中国第一台万吨自由锻压水压机就诞生于上重厂。1962年6月22日,是中国工业史上一个值得纪念的日子——我国自行设计制造的1.2万吨自由锻造水压机建成并正式投产。16.7米高的水压机像一个钢铁巨人,炉门缓缓升起,炽热的钢锭送进去,在巨大的压力下,顺利地完成了拔长、镦粗、切断等操作工序。全场掌声雷动,见证了万吨水压机的神奇威力,无不感到震撼。
万吨水压机的孕育是在1958年5月。当时,中共八大二次会议在北京举行。时任煤炭工业部副部长沈鸿写信给毛泽东主席,建议在上海制造一台万吨水压机,当时世界上只有少数国家拥有万吨级水压机,国内只有第一重型机器厂有一台6千吨水压机。毛泽东非常赞同,将此信印发大会代表,决定由上海制造万吨水压机,并由沈鸿负责这项工程。
沈鸿任总设计师,清华大学机械专业毕业的林宗棠任副总设计师兼设计组组长,江南造船厂的技术骨干徐希文任设计组副组长,技术人员主要来自江南造船厂,上海重型机器厂等几十个工厂协作参与。
万吨水压机的大部件需要用特大型的锻件和铸钢制作,仅四根大立柱,每根长18米,粗1米,重80吨,在万吨水压机制造过程中,党和国家领导人自始自终予以了大力支持和热情鼓励。周恩来总理多次询问工程进展情况,刘少奇主席和朱德委员长曾亲临现场视察。
1961年12月11日,万吨水压机开始总安装,4万多个大小零件运到宽敞的厂房。1962年5月,万吨水压机安装临近尾声,但因受“三年困难时期”的影响,这个工程一度被列入“停缓建项目”。后来在周恩来亲自过问下,终于完成了整体安装,于是,便有了1962年6月22日的正式投产。
万吨水压机作为新中国第一台国产大机器,不但标志着新中国重型机器制造业步入了新的水平,而且体现了技术人员和中国工人发奋图强的精神,增强了中国人的民族自信心,也提升了中国的国际形象。
按照最初的设计使用年限,万吨水压机每隔10年需要一次大维修,然而,第一个10年过去了,万吨水压机没有大修,第二个10年过去了,万吨水压机依然没有大修。万吨水压机即便已经伤痕累累,却仍然在我国秦山一期核电厂建设中发挥了重大作用。
秦山一期是我国自行设计、建造和运营管理的第一座30万千瓦压水堆核电厂,1983年破土动工,1991年12月15日首次实现并网发电,成为当时中国大陆投产的唯一一套核电机组,是中国和平利用核能的又一重大突破,使我国成为世界上第七个能自行设计、建造核电厂的国家。
万吨水压机也迎来新生。“一直到1991年,”凌进告诉记者,万吨水压机才迎来第一次大修和改造,“如果印象准确的话,费用大概一共160万元。”时任上海市委书记、市长朱镕基对此事非常支持。
2010年,万吨水压机经过第二次大修改造,跟原来设计的外形是完全一样的。然而进行了整体提升,“一个是有了数字化显示,二是能够像游戏操作手柄一样操作,”凌进说,“操作精度也由原来的50毫米提升到5毫米;改造中把原来拼焊起来的横梁、立柱等大型构件换成整体铸锻件结构,对操作系统进行了升级改造。”
“2009年又安装投产了一台1.65万吨的油压机,当时是世界最大的。”时任上海市委书记俞正声亲自主持了开锤仪式。因为做60万千瓦,90万千瓦、100万瓦核电机组,以及第三代核电就是135万千瓦、145万千瓦核电机组,1.2万吨水压机的能量尺寸就不够了,所以才上了1.65万吨的油压机。从秦山一期核电厂开始,对于我国自自主设计的民用核电,上海铸锻都提供了相应的锻件。”凌进自豪地说。
四大锻件
在上重铸锻大型铸锻件研究所副所长张智峰带领下,记者参观了万吨水压机和万吨油压机。
从上重铸锻传统的办公楼出来,大约步行10分钟左右,就看到了上重铸锻大约10层楼高的高大车间,车间不算新,外面个别地方甚至有些破旧。然而在这个车间,就是举世闻名的万吨水压机和油压机。
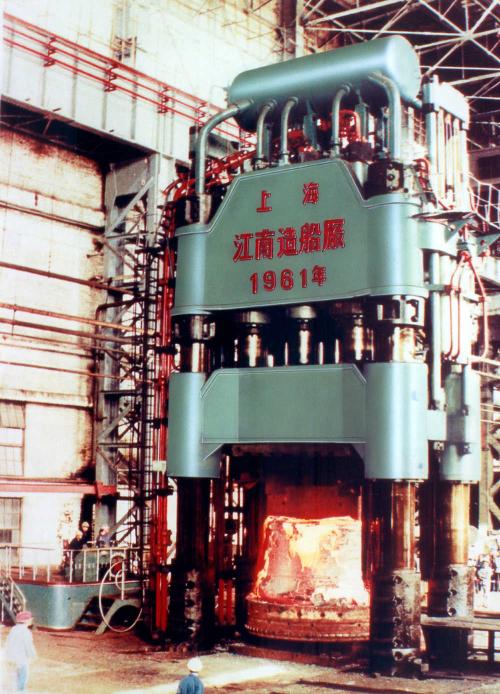
走进车间大门,就看到万吨水压机。改造后水压机整体呈浅绿色,略显陈旧,有五、六层住宅楼那么高。四根巨大的立柱支撑着整个庞大身躯,顶端是一个的类似汽车天然气罐,只不过体积巨大,横罐下方是两个巨大的横梁,横梁长约10米,上面一个横梁正面有三排大字,分别是“上海,江南造船厰,1961年”字样。水压机没有在工作状态,像一个饱经沧桑的历史老人静静地注视着来参观的人群。
水压机的东边不远处就是1.65万的油压机。颜色与水压机一样,没有横罐,只有一个金黄色的传输管,上边横梁有“上海电气”四个黑色大字和上海电气的图形商标,旁边有两个竖立的黄黑相间的、包裹着传输管的材料,像是油压机的花边。
恰好它在工作状态。只见操作机夹着一块巨大的钢锭,钢锭的一端通体通红,站着10米外就感受到它逼人的热浪,操作机缓缓地将钢锭送到油压机下面的操作空间,油压机的下边横梁缓缓向下移动,毫不费力地将通红的钢锭压得变了形,随着油压机几次上下移动和操作机对钢锭的翻转,钢锭的一端很快被压得比原来小了好几圈。
张智峰告诉记者,他们所看到是核电大钢锭,上重铸锻生产等级从200吨级提升到500吨级,用十年的时间走过了世界领先企业数十年的发展历程,生产能力处于世界一流水平。
核电用大型铸锻件、大型船用曲轴锻件、电站转子、冶金支撑辊曾是上重铸锻重点发展这四大锻件。
核电用大型铸锻件是重中之重。上重铸锻已经掌握“二代加”和三代核电压力容器、蒸发器、堆内构件成套大锻件制造技术,具有技术优势,具体包括核电压力容器、蒸发器、堆内构件、稳压器、主管道大锻件制造技术以及四代备选堆型高温气冷堆压力容器、核电堆内构件成套大锻件制造技术。2012年就实现了AP1000核电主设备整套锻件的国产化突破,还有200MW高温气冷堆压力容器、核电堆内构件锻件实现世界首台(套)供货。核电堆内构件锻件填补国内空白,完全替代了进口锻件,占据了国内100%市场份额。记者在车间看到了封头类锻件,筒体类锻件、管板类锻件等核电锻件。张智峰说,一般直径超过5米,最大的超过6米。
三代核电蒸发器上封头的制造具有很高的难度,它是一种由多个不同类型的结构体组合而成的零件,其大圆弧过渡面及内、外椭球面的加工是该零件的加工难点。上重铸锻在桃花江核电及海阳核电项目中都已成功制作并交货封头锻件。此外,上重铸锻还针对大型先进压水堆、高温气冷堆核电站所需的超大型铸锻件,开发出超大型高纯净度钢锭冶炼技术、超大直径封头拉深成形技术、异型封头旋转碾压成形技术、特厚锻件激冷淬火技术的关键大型锻件制造技术,使我国在核电用锻件制造技术方面达到国际先进水平,部分锻件产品指标超过国外。
电机转子也是上重铸锻的重要产品。电机转子是各类火电、核电项目中的核心部件,上重铸锻为众多火电机组提供了汽轮机转子和发电机转子,并且能够提供“西气东输”设备中的电机转子。此外,上重铸锻还生产汽轮机的、阀壳等各种大型铸件。
冶金支承辊是现代轧机中的重要部件,它的作用是承受由工作轴或中间轴传递过来的扎制负荷,减少工作轴的弯曲变形,从而提高板厚精度及板形质量。上重铸锻开发出我国钢铁厂急需的系列材质的冷、热轧机用的大型支承辊,逐步实现轧机特大支撑辊国产化,为中国冶金工业发展作出重大贡献。
大型船用曲轴锻件是上重铸锻另一款拳头产品。大型船用曲轴锻件是大功率低速柴油机的核心部件, 因为其制造技术精度高,性能要求苛刻,工艺复杂等,所以是否能自主研制代表着国家造船工业的水平。上重厂于2005成功制造第一根大型船用曲轴,改变了我国船用曲轴依赖进口的历史,也扭转了造船行业“船等机、机等轴”的局面。此外,上重铸锻还生产了出口丹麦的集装箱船挂舵和世界最大船用吊钩。
张智峰告诉记者,四大锻件不仅是上重铸锻的四大拳头产品,也是是我国急需的大型铸锻件品,上重铸锻四大锻件的发展每一步都需要全体科技人员和一线人员的改进和创新。
自主创新
挤压机核心部件、大型船用曲轴等许多大型铸锻件是一个国家所必需的关键基础部件,因此,只能通过自主开发实现自主创新。
上重铸锻“挑战中国基础工业的极限能力,”张智峰这样一句话道出了上重铸锻的自主创新的实况。
中国第一台万吨水压机就是自主创新的产物,而中国后来一系列万吨以上的水(油)压机,很多都是在上重铸锻等企业帮助下建立起来的,上重铸锻的四大铸锻等很多产品填补了国内空白。
不仅如此,上重铸锻还为下游厂商大大降低了成本,“有一种压紧弹簧,原来国外厂商卖到六七十万元,我们做出来后,国外厂商的价格就降到了十几万元;还有一个产品也是一样,原来国外厂商每吨十三四万元,我们做出来后,价格就降到了三、四万元。”凌进说。
凌进、张智峰还讲述了一个核电厂家的锻件订购故事。核电厂家要求上重铸锻制造一批锻件,一共订了51件,每一件设了3个关键检测点,这三个关键点只要有一个关键点出问题,合同便取消。核电厂检测了100个点左右,都一次合格,这在上重铸锻甚至国内同行的历史上,前所未有。
自主创新并非故步自封。上重铸锻也积极走出去,借助社会力量,广泛开展产学研合作。2018年上半年,上重铸锻与钢铁研究总院进行战略合作,签署了首个超低温大型锻件的合作开发协议,除此之外,还将在核反应堆锻件、高品质模具钢锻件、特种不锈钢锻件等多个产品方面推进双方合作,开发具有国际先进水平的大型铸锻件产品。上重铸锻还设有“潘健生院士工作站”,同时与上海交通大学合作成立了“大型铸锻件工程技术中心”,同上海电机学院合作成立了“大型铸锻件制造技术应用研究所”等产学研合作机构。
潘健生院士工作站”是上重铸锻合作创新的一个典型。有一年盛夏,上重铸锻一个转子锻件突然在热处理淬火过程中发生开裂,70多岁高龄的潘健生不顾高温,一次次靠近转子,反复研究上面的裂缝,时不时退到一旁交代一些情况,然后再凑上去观察。带着掌握的一手情况和相关人员立马回到实验室建立数值模型进行分析,终于找出了转子淬火开裂的原因。赶出工艺改进方案后,他又第一时间出现在热处理车间,紧盯后续一根转子的淬火,这一次,转子完好无损。
潘健生院士亲力亲为,不仅解决了上重铸锻的一些工艺问题,他的精神还感召了一批人。现任上重铸锻大型铸锻件研究所副所长张智峰就是典型的一位。
2006年,张智峰硕士毕业后来到上重铸锻,周围人谈起西装革履、写字楼上班“白领”工作的都竖起大拇指,而对他这份工作服不离身、工厂车间行走的“蓝领”工作却不以为然。潘健生院士没有说教,有的只是对工作的一丝不苟和对后辈的包容。看着潘健生一次次冒着高温下车间、一次次与他们一道加班加点攻克难题,张智峰发现,潘健生身上的那份纯粹正是自己一直以来所寻觅的初心。渐渐地,他身上的那股劲又回来了。2015年,张智峰因工作表现突出被评为了上海市劳动模范。
而张智峰却很谦虚:“我只是正好碰到这么一个高速发展的时代。其实有你想做核电做不了的时候,上重铸锻老一辈人有的只做了秦山核电厂项目,到退休也没做第二个。”
通过上海铸锻通过院士工作站、大型铸锻件制造工程技术中心、核电装备工程技术中心等方式,积极开展产学研合作,全面推进大型铸锻件相关项目与技术课题的研究工作,提升了自己的技术创新水平。现在,上重铸锻是中国东南地区铸锻中心,还被认定为“国家创新型企业”,拥有“国家级企业技术中心”。
上重铸锻参与的几大产品,都获得国家相关奖励。“二代加”百万千瓦压水堆核电蒸汽发生器和堆内构件大锻件获得过中国国际工业博览会金奖。450吨电渣重熔炉研制获得中国机械工业科技进步一等奖和中国国际工业博览会金奖。1万吨双动铝挤压机、自由锻造油压机分别获得国家自主创新产品和首台重大技术装备称号等,大型船用曲轴锻件也获得类似荣誉。
重装上阵
然而,上重铸锻的发展并非一帆风顺。1992年,上海重型机器厂改制为上海重型机器厂有限公司,后来,进入上海电气集团股份有限公司(以下简称“上海电气”)一起整体上市。
到2015年底,由于受行业自身产能过剩的影响,传统冶金制造及矿山机械市场需求持续低迷,销售价格大幅下降,从事冶金、铸锻、建耐、军工设备等制造安装的上重持续几年业绩不好,净利润持续出现亏损,上海电气痛下决心,对上重厂进行了资产重组。
2015年10月7日,上海电气上重铸锻有限公司注册成立,注册资本1.5亿元,有效剥离低效资产后,上重铸锻重新上阵,此赢得了产品技术提升、质量稳定的可喜局面。
经过三年多的奋斗,2018年,上重铸锻正在完成的订单额接近7亿元,一举扭亏为盈,改善了资产结构和盈利能力的上重铸锻将重装上阵,续写荣光。
